Punktschweißgerät
Im Internet findet man viele Bauanleitungen für Punktschweißgeräte die alle nach demselben Prinzip aufgebaut sind. Bei einem alten Mikrowellentrafo wird die Sekundärwicklung entfernt und durch wenige (ca. 1-4) Wicklungen eines sehr dicken Kabels ersetzt. Der Trafo generiert dann keine Hochspannung mehr, sondern an der neuen Sekundärwicklung liegen nur noch wenige Volt an, die jedoch mit etlichen hundert oder gar mehr als tausend Ampere belastet werden können. Zum Schweißen wird dieser Strom über zwei Elektroden durch übereinander gelegte Stahlteile geleitet. Der Punkt an dem sich die Stahlteile berühren hat einen besonders hohen elektrischen Widerstand im Vergleich zum Rest des Stromkreises, weshalb er sich so stark erhitzt das die Stahlteile innerhalb kürzester Zeit zusammenschmelzen.Spätestens seit ich das Video von Dan Gelbart (zu finden auf YouTube) über Punktschweißen gesehen hatte, gefiel mir die Idee auch ein solches Gerät zu bauen. Mein Anspruch war jedoch, es zumindest etwas besser als die meisten anderen Bastler zu machen. Denn dieses Projekt wird verständlicher Weise oft von Metallbau-Hobbyisten verwirklicht und nicht von Elektronikern. Meine Anforderungen waren daher wie folgt:
- Mikrocontrollersteuerung zum Einstellen der Pulsdauer
- Messung und Anzeige des Stroms
- Spitzenstromstärke von mindestens 3000 A
- mechanisch robust
Elektroden
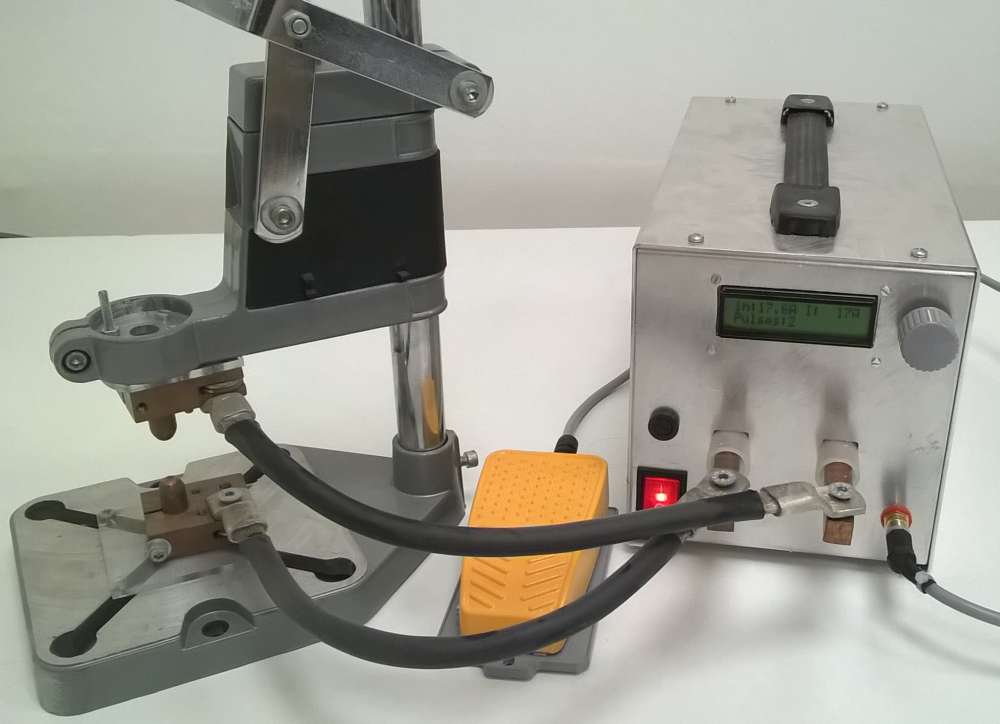
Zuerst wurde aus einem Bohrmaschinenständer eine Schweißvorrichtung gebaut. Die Elektroden und Elektrodenhalter waren dabei massive Kupferstäbe- und Klötze die durch speziell gefräste Aufnahmen aus Plexiglas an dem Ständer befestigt wurde. Die Verbindung mit dem Schweißgerät sollte über 50-mm²-Kabel erfolgen. Beim Punktschweißen ist es wichtig, dass die Elektroden mit ausreichend Kraft aufeinander gedrückt werden um die Übergangswiderstände zu reduzieren. Die Lösung mit dem Bohrständer funktioniert sehr gut, wobei ich im Nachhinein betrachtet besser einen hochwertigeren gekauft hätte. Da die Aufnahmen für Bohrmaschinen aber genormt sind, kann der Ständer auch später noch getauscht werden.


Experimente mit Mikrowellentrafos
Ich hatte noch einen alten Mikrowellentrafo, der im englischen Raum oft MOT genannt wird (MOT = Microwave Oven Transformer). Von diesem wurde die Sekundärwicklung entfernt und durch ein 50-mm²-Kabel ersetzt. Damit führte ich erste Experimente durch. Es stellte sich heraus, dass die Leerlaufspannung pro Wicklung ca. 0,87 Betrug. Es galt, die optimale Windungszahl für einen Maximalen Strom zu finden.Prinzipiell kann der Trafo bei niedriger Spannung mehr Strom liefern. Da aber der Sekundärkreis auch einen Widerstand hat, muss natürlich eine Spannung vorhanden sein, um den Strom zu treiben. Wikipedia gibt für das Widerstandspunktschweißen den Widerstand zwischen den beiden Elektroden inklusive der Übergangswiderstände zwischen Kupfer und Blech als ca. 240 µOhm an. Zusammen mit dem Widerstand des Kabels für Wicklung und Zuleitung wurde ein Gesamtwiderstand von ca. 900 µOhm angenommen. Die 0,87 Volt einer Windung müssten also einen Stromfluss von ca. 950 Ampere verursachen. Dabei würden ca. 825 Watt an Leistung umgesetzt, was für den 800-Watt-Trafo bei kurzzeitiger Belastung ein guter Wert wäre.
Die Realität sah anders aus. Es floss zunächst gar kein Strom. Als dann eine weitere Windung hinzufügt wurde brummte der Trafo laut und die dünnen Testbleche (0,1-mm-Edelstahl) wurden verschweißt. Also stand fest, dass eine gewisse Spannung von ca. 1,5 Volt nötig ist um überhaupt einen Stromfluss zu erreichen. Vermutlich sind die Elektroden und Bleche mit Verunreinigungen oder gar einer Oxidschicht überzogen die erst ab einer gewissen Spannung überwunden wird.
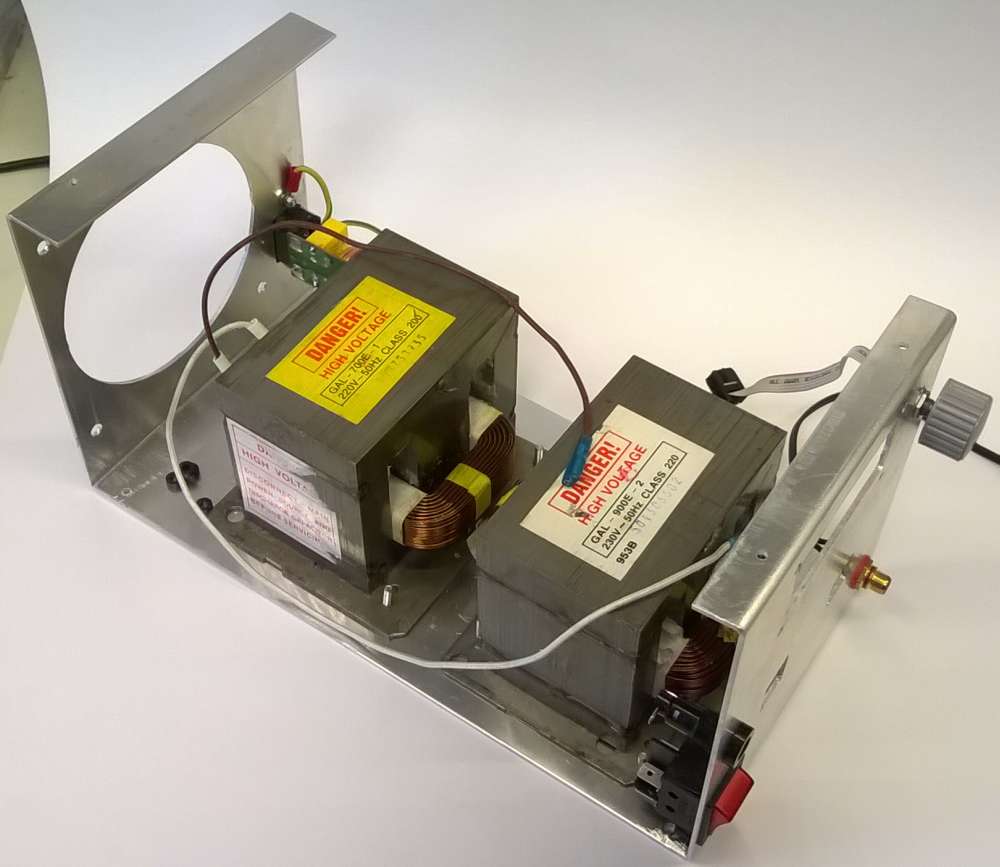
Mit einer Stromzange konnte ein Spitzenstrom von ca. 1000 Ampere gemessen werden. Das war deutlich weniger als das selbstgesteckte Ziel und Versuche zeigten, dass viel mehr als das 0,1-mm-Testblech nicht zufriedenstellend schweißbar war. Also wurde entscheiden statt einen, zwei identische, und zudem etwas größere MOTs zu verwenden. Diese konnte ich für ca. 20 € bei Ebay ersteigern. Noch erwähnenswert ist, dass auch bei den Versuchen mit nur einem Trafo mehrfach die Haussicherung ausgelöst hat. Ein Problem welchem ich mich später noch widmen werde.
Da sich zwei Wicklungen an einem Trafo als optimal heraus gestellt haben, wurde beschlossen die beiden neuen MOTs sekundär in Reihe zu schalten. So können zum einen keine Ausgleichsstöme fließen, sollten sie doch nicht identisch sein und außerdem ist dann wieder nur eine Windung nötig. Bei der Reihenschaltung wurde ein Trick angewendet, welcher die Mechanik erheblich vereinfacht. Und zwar ist die Sekundärwicklung eine massive Kupferstange, die zu einem Bügel gebogen wurde und durch beide Trafos gesteckt wird. Sie hat einen Querschnitt von 100 mm² und ist somit quasi das Dickste was diesbezüglich möglich ist. Sie passt, komplett isoliert durch einen Silikonschlauch, gerade durch die Öffnungen der Trafos. Die Enden des Bügels wurden mit Löchern versehen, so dass die die Kabel zu den Elektroden angeschraubt werden können.

Schon der erste Test war ein durchschlagender Erfolg. Ein lauter Knall, Funkenflug (unbedingt Schutzbrille tragen) und obwohl die Haussicherung sofort ausgelöst hat, waren die beiden Bleche fest miteinander verschweißt. Später konnte ich messen, dass bei meinem Aufbau ein Spitzenstrom von ca. 3500 A fließt. Einige weitere Versuche zeigten, dass die Sicherung zwar oft, aber nicht immer auslöst, und das, wenn sie es tut, das immer sofort passiert. Löst sie nicht im ersten Moment des Einschaltens aus, kann man dann Sekundenlang das Blech zum Glühen bringen, ohne das sie auslöst. Ursache und Lösung dieses Problems werden im nächsten Abschnitt beschrieben.
Große Trafos sicher schalten
Speziell bei großen Trafos wird der Eingangsstrom nicht durch den ohmschen Widerstand der Primärwicklung ausreichend begrenzt sondern einzig die Induktivität des Systems sorgt dafür, dass der Eingangsstrom nicht beliebig ansteigt. Die Induktivität wird neben der Windungszahl vor allem durch Größe und Material des Kerns bestimmt. Denn es ist bekannt, dass eine Spule mit Eisenkern eine viel höhere Induktivität hat als eine Luftspule. Was weniger bekannt ist, ist das der Kern einer Spule in Sättigung gehen kann und dann quasi wirkungslos wird. Dies ist dann der Fall, wenn alle Elementarmagneten im Kern ausgerichtet sind und der Kern daher nicht mehr weiter magnetisiert werden kann. In diesem Moment reduziert sich die Induktivität der Spule um bis zu Faktor 10.000 wodurch der Strom plötzlich ungehindert ansteigen kann. Dieser Quasikurzschluss führt dann meistens zu einem Auslösen der Haussicherung. Eine Lösung des Problems wäre den Trafokern so groß zu wählen, dass er nie in Sättigung geht, was aber aus Wirtschaftlichen- und Platzgründen nicht passiert.Warum Tritt dieses Problem in erster Linie beim Einschalten auf? Trafokerne haben eine so genannte Remanenz, d. h. ihre Magnetisierung verschwindet nicht ganz, auch wenn der sie Erzeugende Strom nicht mehr fließt. Ist ein Trafo in eine Richtung vormagnetisiert, dauert es entsprechend länger bis er bei einer Spannung in die Gegenrichtung in Sättigung geht. Denn dabei muss zuerst die gespeicherte Magnetisierung abgebaut und anschließend eine neue aufgebaut werden. Wird ein Trafo bzw. eine Spule dauerhaft an einer Wechselspannung betrieben wird sein Kern ständig ummagnetisiert, wobei die Restmagnetisierung von der letzten Halbwelle dafür sorgt, dass in der folgenden die Sättigung nicht erreicht wird. Beim ersten Einschalten besteht nun aber das Problem, dass die Vormagnetisierung unbekannt ist. Sie kann gar nicht vorhanden sein oder sogar so, dass die angelegte Spannung sie verstärkt und die Sättigung somit besonders schnell erreicht wird. Ist dies der Fall, steigt der Strom über die Maßen an und die Haussicherung löst aus.
Es gibt einige Lösungen für das Problem. Die einfachste ist, den Trafo zunächst für einen Moment über einen vorgeschalteten Lastwiderstand zu betreiben, der den Strom begrenzt wenn der Trafo in Sättigung geht. Der Betrieb mit reduziertem Strom löscht die Magnetisierung. Bei einem 1-kW-Trenntrafo den, ich mir für Experimente gebaut habe, habe ich dieses Verfahren verwendet. Dem Trafo ist ein Widerstand vorschaltetet, der, mit einer Zeitverzögerung von ca. 1 Sekunde, von einem Relais überbrückt wird. Für das Schweißgerät ist diese Lösung aber nicht brauchbar, da es kurze definierte Pulse erzeugen und nicht nach dem Auslösen erst eine Sekunde lang mit stark reduzierter Leistung laufen soll.
Die wohl beste Lösung ist der Einsatz eines Transformatorschaltrelais. Dieses elektronische Bauteil steuert den Trafo über einen Halbleiterschalter präzise an und kann so Sättigungseffekte umgehen. Das Vorgehen ist dabei wie Folgt. Die Elektronik gibt immer wieder kleine Spannungspulse in der gleichen Polarität auf den Trafo. Realisiert wird das über eine Phasenanschnittsteuerung mit einem Triac, der immer kurz vor dem Ende eine Phase kurz gezündet wird. Durch die immer gleichpoligen Spannungspulse wird der Trafo immer weiter in eine Richtung magnetisiert und an den Rand der Sättigung getrieben. Die Elektronik misst bei jedem Puls den Strom der durch den Trafo fließt. Wenn dieser anfängt rasch größer zu werden weiß sie, dass der Trafo im Bereich der Sättigung ist. Nun wird der Trafo zum Beginn der nächsten Halbwelle, welche die umgekehrte Polarität wie die vorhergehenden Pulse hat, ganz eingeschaltet.
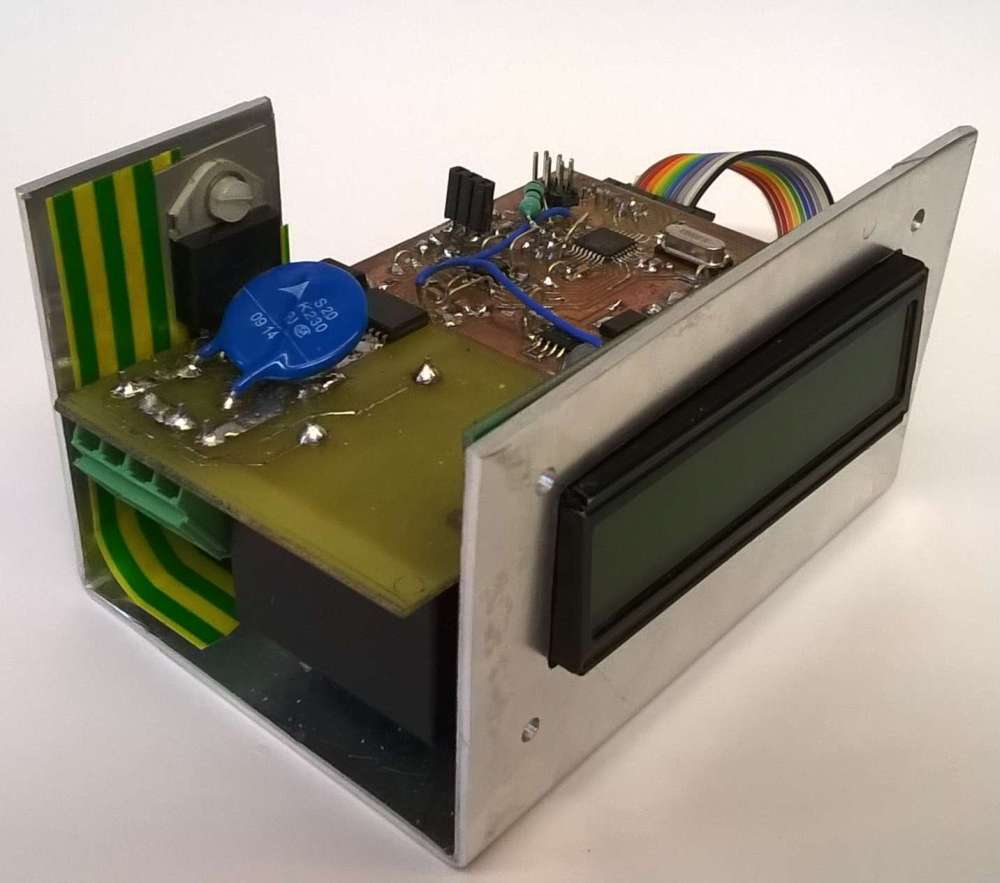
Die Strommessung wurde über einen ACS710 realisiert und der Trafo über einen großen BTA26-Triac geschaltet. Der Nulldurchgang der Netzspannung wurde auf der Sekundärseite eines kleinen Trafos, welcher die Steuerelektronik versorgt, gemessen. Es wurde eine Steuersoftware geschrieben, bei der man für jede Halbwelle einstellen konnte, ob und zu welchem Teil sie auf den Trafo durchgeschaltet wurde. Anschließend erfolgten zahlreiche Versuche. Das Vormagnetiseren funktionierte prinzipiell recht gut und man konnte bei einer Folge kurzer Pulse gleicher Polarität deutlich erkennen wie der fließende Strom immer größer wurde. Allerdings verlor der Trafo die Vormagnetisierung zu schnell. Denn er sollte Vormagnetisert werden solange die Elektroden noch geöffnet sind um dann später beim Schweißen sofort einen maximalen Strom zu ermöglichen. Allerdings löste die Sicherung auch nach dem Vormagnetisieren manchmal aus, wenn gleich mit einer ganzen Halbwelle gestartet wurde. Also wurde dann damit begonnen die erste Halbwelle beim Einschalten nicht ganz, sondern nur Teilweise zu nutzen. Dieser Trick war dann so effektiv, dass die Sicherung auch dann nicht mehr auslöste, wenn auf das Vormagnetisieren verzichtet wurde. Trotzdem wurde es sicherheitshalber beibehalten. Experimentell wurde bestimmt, dass es optimal war, von der ersten Halbwelle 56 % zu nutzen. Bei diesem Wert war der maximale Strom der dabei floss genau so groß wie bei den folgenden Wellen, die komplett durch gesteuert wurden.
Ströme messen mit einer Rogowskispule
Während zum Messen des Primärstroms ein einfacher Stromwandler-IC benutzt werden konnte, war das Messen des eigentlichen Schweißstrom ein schwierigeres Unterfangen. Bei Strömen von mehr als 3000 A kommt ein Shunt nicht in Frage. Auch klassische Stromwandler haben Probleme. Ihre Ferromagnetischen Kerne gehen ebenso in Sättigung wie es im vorherigen Abschnitt beim Trafokern der Fall war. Daher benutzt man zum messen sehr großer Wechselströme üblicherweise eine Rogowskispule. Es handelt sich um eine lange Luftspule die um den stromführenden Leiter gelegt wird. Stromänderung im Leiter induzieren so eine Spannung in der Rogowskispule. Da die Spannung proportional zur Stromänderung ist, muss man sie mit einem Operationsverstärker integrieren um den momentanen Strom durch den Leiter zu ermitteln. Ein weiterer Vorteil der Rogowskispule ist, dass man sie um einen Leiter legen kann ohne den Stromkreis auftrennen zu müssen. Ist die Spule homogen gewickelt spielt ihre Position dabei keine Rolle.



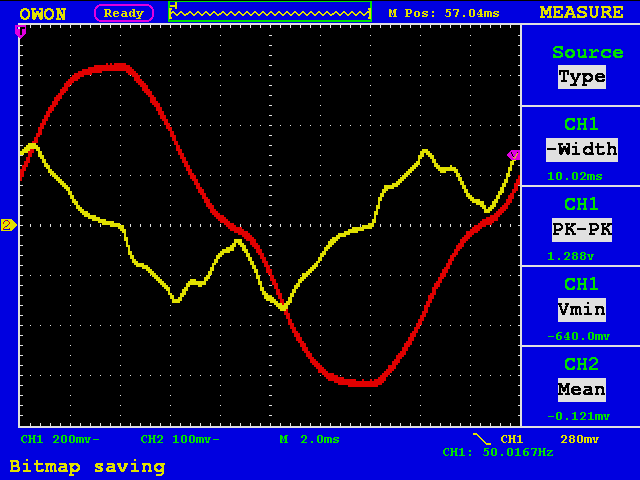
Für die Rogowskispulen wurden ca. 1000 Windungen auf einem Plastikschlauch aufgebracht. Dabei wurde mit ein- und zweilagigen Wicklungen und verschiedenen Schlauchdicken experimentiert. Am Ende wurde eine Einlagige gewählt, da ich das Gefühl hatte, dass die höhere Eigenkapazität einer mehrlagigen Spule zu einem schlechteren Signal führt. Die Intergierschaltung ist die klassische Lehrbuchvariante aus einem Operationsverstärker, einem Kondensator und zwei Widerständen. Die Werte der Widerstände wurden mit LTspice so ermittelt, dass bei einem 50-Hz-Eingangssignal, mit der zu erwartenden Spannungshöhe, ein gutes Ausgangssignal entsteht. Das Oszilloskopbild zeigt in Gelb die Spannung direkt an der Rogovskyspule und in Rot den Ausgang des Integrierers. Zum Schluss wurde die das Ganze in Software kalibriert. Dafür wurde ein kleinerer Strom mit einer Stromzange und der Rogowskischaltung gemessen und in der Firmware des Controllers ein Faktor entsprechend angepasst.
Mechanische Konstruktion
Das Gehäuse wurde mit der CNC-Fräse aus Aluminiumblech geschnitten und anschließend mit einer Biegemaschine in Form gebracht. Es ist mein zweites Gehäuse dieser Art und die Spaltmaße an den Seiten sind sehr gut geworden. Die im unteren Bereich leider nicht. Die Elektronik wurde auf einer selbstgeätzten Platine aufgebaut, welche auf ein weiteres individuell gefertigtes Aluminiumblech montiert wurde. Dieses dient gleichzeitig zur Befestigung am Gehäuse als auch als Kühlkörper für den Triac. Ein Gurtgriff aus der Bühnentechnik macht das Gerät portabel.

Betrieb
Die Dauer eines Pulses kann über einen Drehgeber eingestellt werden. Ausgelöst wird das Gerät über einen TTL-Eingang, an dem ein Fußschalter angeschlossen ist. So hat man beide Hände frei um die Werkstücke zu positionieren und den Bohrständer zu bedienen. Da das Gerät nur mit sehr niedrigen Ausgangsspannungen arbeitet kann man die Werkstücke gefahrlos berühren. Laut Vorschrift sollte der Sekundärkreis an einem Punkt geerdet sein.