
CNC-Fräse
Eine CNC-Fräse ist für einen Hobbyisten zweifellos ein mechanisches Großprojekt. Sowohl was Zeit als auch Kosten oder die allgemeine Schwierigkeit angeht, bewegt es sich an der oberen Grenze dessen, was für einen Laien machbar ist. Allerdings gibt es auch hier zahlreiche Abstufungen, da eine Fräse nicht gleich eine Fräse ist. Häufig trifft man im Netz auf verhältnismäßig einfache Holzkonstruktionen, die mit billigen Regalscharniernen oder Ähnlichem versehen sind. Auch so ein Gerät zu bauen, ist nicht trivial, jedoch ist es erheblich einfacher und vor allem günstiger als eine komplette Metallkonstruktion. Allerdings sind solche Fräsen auch nur für einfache Dinge wie Platinenbohren geeignet, weshalb sich im deutschsprachigen Raum der Begriff Käsefräse etabliert hat. Mein Ziel war jedoch deutlich höher gesteckt. Ich wollte eine Fräse bauen, die quasi industrietauglich ist. Sie sollte relativ groß werden und Holz und Kunststoff genauso bearbeiten wie NE-Metalle (Nichteisenmetalle also Aluminium, Kupfer, Messing ...). Dafür musste sie sehr massiv sein und sollte möglichst wenig Spiel haben. Denn grundsätzlich gilt, je härter ein zu bearbeitendes Material desto steifer muss die Maschine sein. Das liegt daran, dass die Zustellung bei härteren Werkstoffen geringer sein muss. Diese gibt an, wie tief der Fräser bei jedem Schnitt in das Material eindringt. Wenn die Maschine jedoch Spiel halt, dann kann der Fräser im Bereich dieses Spiels wackeln, was dazu führt, dass er sich spontan sehr viel tiefer in das Werkstück eingräbt als geplant. Je härter das Material und je stärker das Spiel, desto größer ist die Wahrscheinlichkeit, dass der Fräser dabei bricht. Und auch wenn er nicht bricht, so sorgen die Schwingungen und Vibrationen für eine sehr unsaubere Fräskante. Um Aluminium bearbeiten zu können, sollte das Spiel maximal einige wenige Hundertstelmillimeter betragen, und das bei einer geplanten Größe der Maschine von 1 Meter x 60 cm. Auch die Bearbeitungshöhe sollte 15 bis 20 Zentimeter betragen, da ich nicht nur flache Platten, sondern auch Gehäuse für Elektronik bearbeiten wollte.
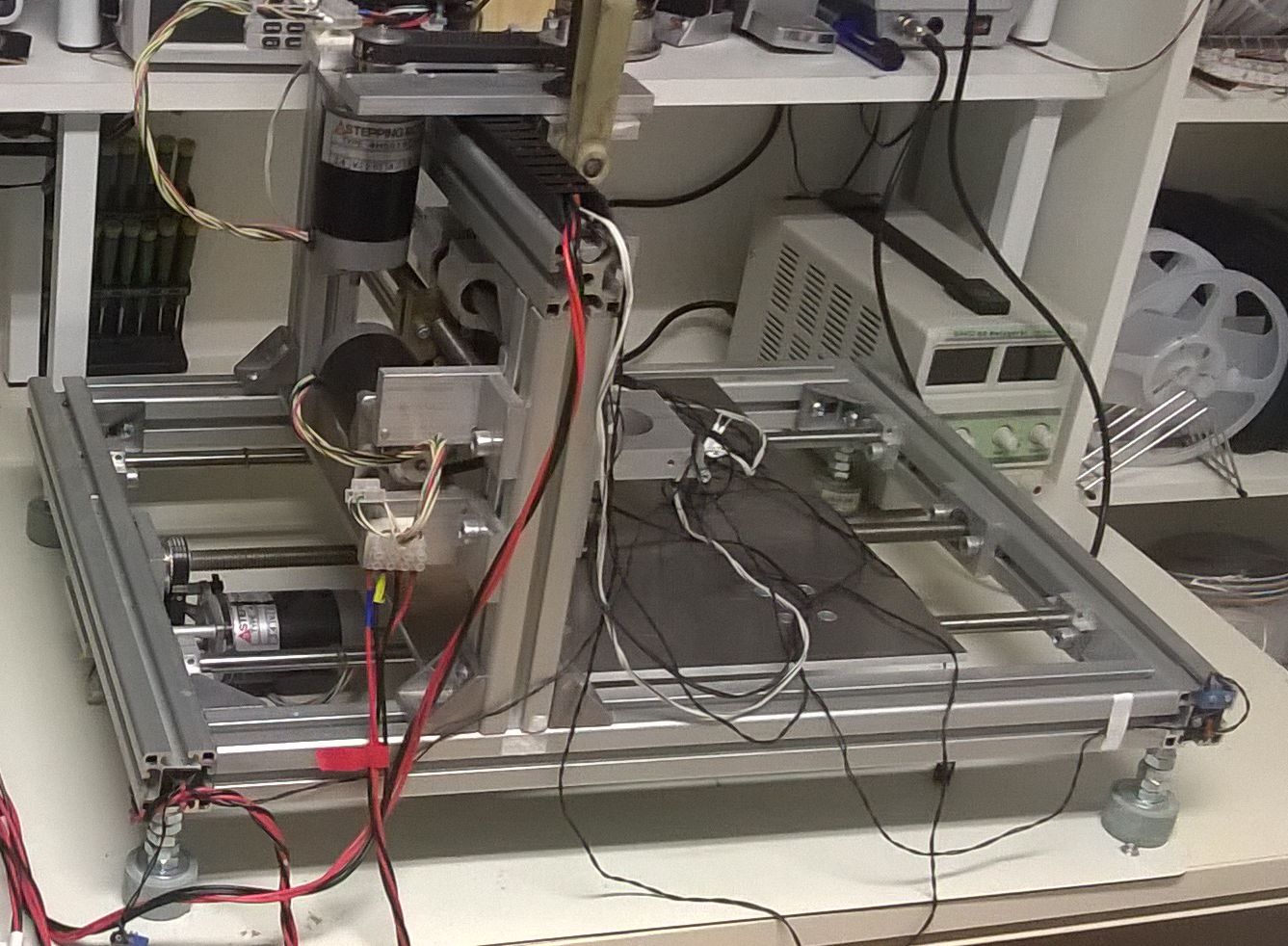 Circa 4 Jahre zuvor hatte ich mich schon einmal am Bau einer Fräse versucht, hatte also etwas Erfahrung und wusste, was bei diesem Projekt auf mich zukommt. Diese alte Fräse diente bei diesem Projekt als mahnendes Beispiel,
wie man es nicht macht. Zwar war auch die alte Fräse schon eine komplette Metallkonstruktion, die kugelgelagerte Wagen auf Präzisionswellen als Führungen benutzte, jedoch wurde überall an den falschen Ecken und
Enden gespart. Die Linearwellen waren freischwebend und mit 12 mm Durchmesser viel zu dünn, so dass sie sich bei Belastung durchbogen. Als Antrieb wurden herkömmliche Gewindestangen aus Edelsatahl benutzt,
wobei kein vernünftiges Fest- und Loslagerkonzept eingesetzt wurde. Stattdessen wurden die Gewindestangen von beiden Seiten zwischen
Kugellagern eingeklemmt und hatten am Ende einen guten Millimeter Spiel. Um die Konstruktion steifer zu machen, habe ich mich damals für ein festes Portal entschieden, auf dem der Fräsmotor in Y- und Z-Richtung bewegt
wird, während das Werkstück selbst auf einem Tisch liegt, der in X-Richtung verfahren werden kann. Das halbiert nicht nur die mögliche Bearbeitungsfläche, sondern macht auch das Aufspannen von Werkstücken schwieriger.
Die neue Maschine sollte eine richtige Portalfräse mit einem feststehenden Maschinenbett werden, auf das auch überlange Werkstücke
aufgespannt werden können, die über dieses Maschinenbett hinausragen. Alles in allem war die alte Maschine ein ca. 500 € teurer Metallhaufen, bei dessen Bau ich viel Geld und Zeit in Erfahrung getauscht habe.
Und genau diese Erfahrung sollte letztendlich genutzt werden, um aus noch mehr Geld und Zeit mehr Erfahrung UND eine anständige Fräsmaschine zu schaffen.
Circa 4 Jahre zuvor hatte ich mich schon einmal am Bau einer Fräse versucht, hatte also etwas Erfahrung und wusste, was bei diesem Projekt auf mich zukommt. Diese alte Fräse diente bei diesem Projekt als mahnendes Beispiel,
wie man es nicht macht. Zwar war auch die alte Fräse schon eine komplette Metallkonstruktion, die kugelgelagerte Wagen auf Präzisionswellen als Führungen benutzte, jedoch wurde überall an den falschen Ecken und
Enden gespart. Die Linearwellen waren freischwebend und mit 12 mm Durchmesser viel zu dünn, so dass sie sich bei Belastung durchbogen. Als Antrieb wurden herkömmliche Gewindestangen aus Edelsatahl benutzt,
wobei kein vernünftiges Fest- und Loslagerkonzept eingesetzt wurde. Stattdessen wurden die Gewindestangen von beiden Seiten zwischen
Kugellagern eingeklemmt und hatten am Ende einen guten Millimeter Spiel. Um die Konstruktion steifer zu machen, habe ich mich damals für ein festes Portal entschieden, auf dem der Fräsmotor in Y- und Z-Richtung bewegt
wird, während das Werkstück selbst auf einem Tisch liegt, der in X-Richtung verfahren werden kann. Das halbiert nicht nur die mögliche Bearbeitungsfläche, sondern macht auch das Aufspannen von Werkstücken schwieriger.
Die neue Maschine sollte eine richtige Portalfräse mit einem feststehenden Maschinenbett werden, auf das auch überlange Werkstücke
aufgespannt werden können, die über dieses Maschinenbett hinausragen. Alles in allem war die alte Maschine ein ca. 500 € teurer Metallhaufen, bei dessen Bau ich viel Geld und Zeit in Erfahrung getauscht habe.
Und genau diese Erfahrung sollte letztendlich genutzt werden, um aus noch mehr Geld und Zeit mehr Erfahrung UND eine anständige Fräsmaschine zu schaffen.
Planung, Planung, Planung ...
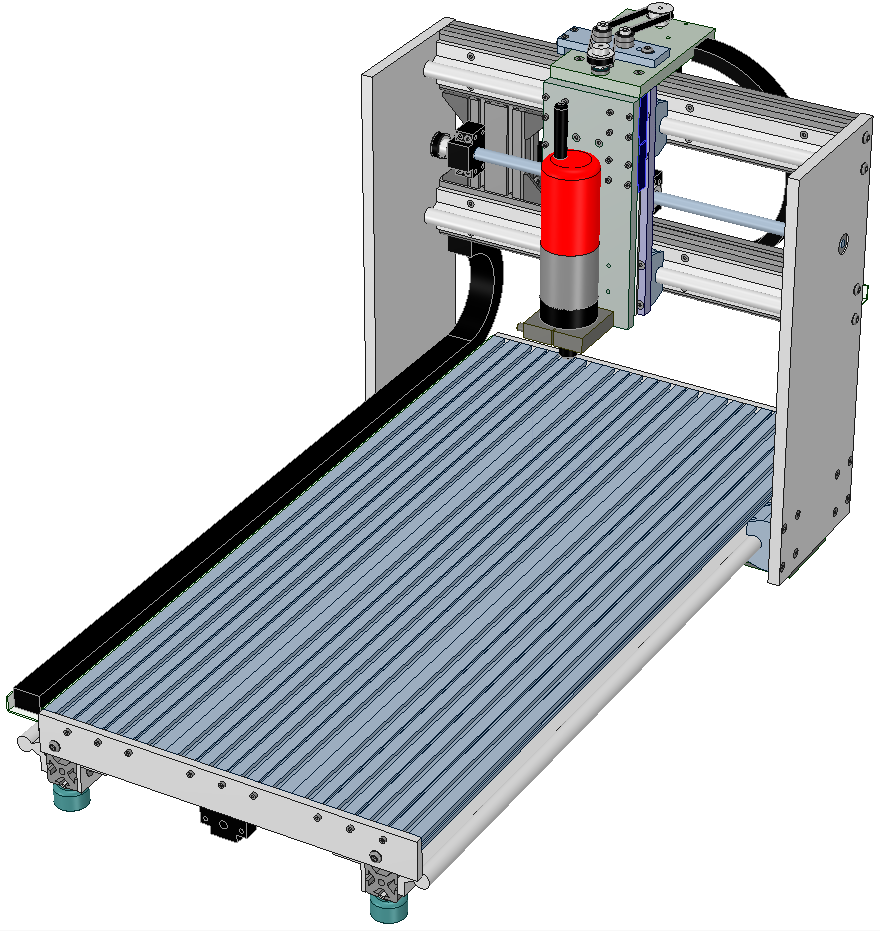
Wenn ich eines besonders gelernt hatte beim Bau der alten Fräse, war es, dass man fast nicht zu viel planen kann. Zwar hatte ich mir auch damals einen ausführlichen Plan gemacht, jedoch war dieser nicht ausführlich genug. Ich hatte den Rahmen der Maschine und die Lager und Antriebe geplant, dann aber bei Details wie den Halterungen der Motoren eine Das-baue-ich-dran-wenn-der-Rest-fertig-ist-Attitüde entwickelt. Genau diese Punkte machten dann natürlich zum Schluss besondere Schwierigkeiten. Um solche Fehler zu vermeiden, wurde diesmal die ganze Fräse komplett 3D im Computer entworfen, und zwar wesentlich detaillierter als die alte. Auch diesmal wurde nicht jedes Schutzblech und jeder Endschalter vorab geplant und auch diesmal waren genau dies die Punkte, die später mehr Kopfzerbrechen als nötig machten. Allerdings braucht eine detaillierte Planung auch sehr viel Zeit, weshalb man stets abwägen muss, wie sehr man letztlich ins Detail geht. Gerade wenn man mit Material im Wert von etlichen hundert Euro arbeitet, ist es jedoch sehr erfreulich, wenn alles auf Anhieb passt.Zunächst habe ich verschiedene kostenlose 3D-CAD-Programme ausprobiert und jeweils einige Stunden getestet. Das waren: FreeCAD, DesignSpark Mechanical und SketchUp. Zum Schluss entschied ich mich für DesignSpark Mechanical, da es für mich am einfachsten zu bedienen war. Die Basis der Konstruktion sollten wieder stabile Aluminumprofile werden. Diesmal allerdings dickere mit einem Querschnitt von 40 mm x 80 mm, und zwar in der schweren Ausführung. Solche Profile sind im Anlagenbau sehr verbreitet und es gibt sie in unzähligen Formen und Größen sowie eine große Auswahl passender Verbinder und anderes Zubehör. Gekauft habe ich sie bei aluprofil.com. Dieser Händler gibt die genauen Flächenträgheitsmomente für die Profile an und hat zudem ein Berechnungstool, mit dem man die Durchbiegung bei einer bestimmten Belastung berechnen kann. Natürlich wurden die Profile hochkant verbaut, da bei dieser Beanspruchung das Flächenträgheitsmoment größer und die Biegung somit geringer war. Bei einem Gewicht des Portals von ca. 50 kg, was einer Belastung von 25 kg pro Querträger entspricht, ergab sich eine Durchbiegung von weniger als einem Zehntelmillimeter, allerdings bei einer angenommenen punktförmigen Belastung in der Mitte der 1 Meter langen Träger, wenn diese nur genau an ihren Enden aufliegen. Auch die zusätzliche Steifigkeit durch die Querverstrebungen und die Führungen ist bei dieser Betrachtung außen vorgelassen. Die tatsächliche zu erwartende Durchbiegung war also geringer. Die zwei ein Meter langen schweren Aluprofile wurden mit vier 370 mm langen Profilen in der leichten Ausführung verbunden. Zum Verbinden der Profile wurden stabile Winkel aus Aluminiumdruckguss, Nutensteine und M8-Schrauben mit Innensechskant verwendet. Bei der ganzen Fräse kamen ausschließlich Schrauben mit Innensechskant oder Torx zum Einsatz und keine Kreuzschlitz- oder gar einfache Schlitzschrauben. Inbus-Schrauben sind nicht nur wesentlich einfacher zu handhaben, sondern sehen auch professioneller aus. Bei einem derartigen Projekt sollte man wirklich nicht an den Schrauben sparen.

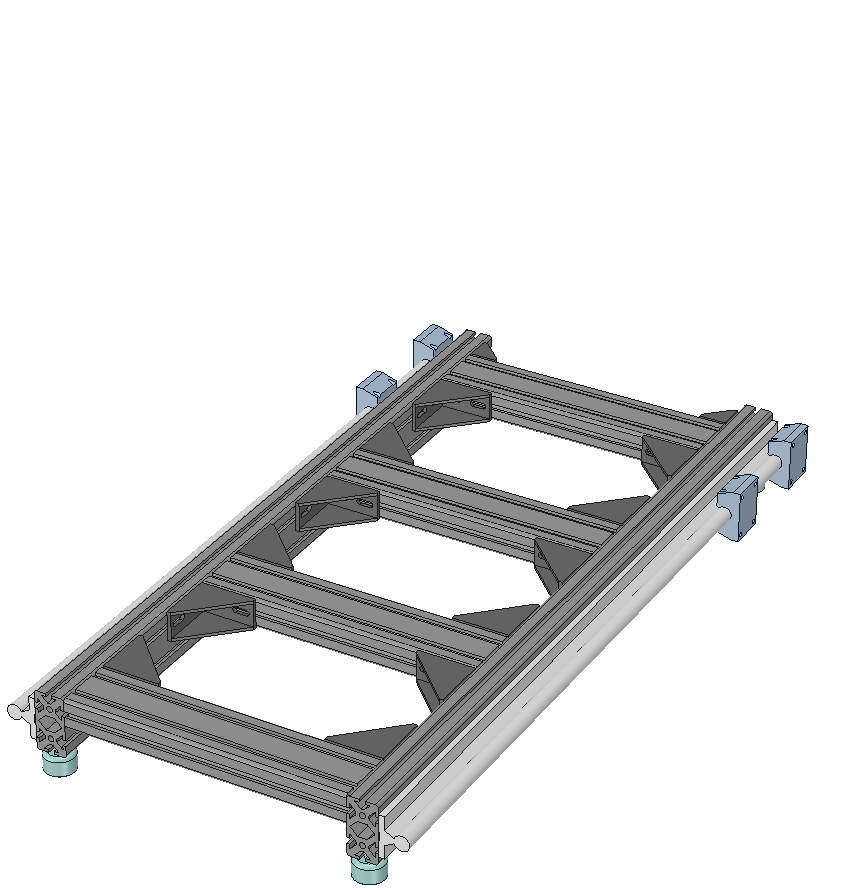

Am Grundgerüst wurden die Linearführungen befestigt, an welche wiederum das Portal geschraubt wurde. Hier fiel die Wahl auf 20 mm starke unterstützte Linearwellen und Wagen mit entsprechenden Kugelumlaufbuchsen. In den letzten Jahren hat sich auf dem Markt für CNC-Zubehör einiges getan. Es gibt verschiedene Händler, die Teile wie Linearführungen oder Antriebsspindeln verkaufen, und auch die Preise sind deutlich gesunken. Der Grund ist vermutlich die steigende Nachfrage im Kleingewerbe und bei Hobbyisten und die Tatsache, dass auch die Chinesen inzwischen soliden Maschinenbau betreiben und den westlichen Markt erobern. Meine Wahl fiel auf die Webseite cnc-discount.de, die verschiedene aufeinanderabgestimmte Sets aus Führungen und Wagen oder Spindeln und Antriebsmuttern in verschiedenen Längen und zu günstigen Preisen anbietet. Auch gibt es zu allen Produkten Maßzeichnungen, was für eine vernünftige Planung essentiell ist, da zum Schluss alles zusammenpassen muss. So wurden die 20-mm-Wellen deshalb gewählt, weil ihre Trägerschienen zwei Reihen von Befestigungsbohrungen in einem Abstand von 40 mm haben und somit perfekt auf die Aluprofile passen, deren Nutenabstand ebenfalls 40 mm beträgt. Zu den beiden Linearführungen wurden jeweils zwei Führungswagen geliefert, an welche die Wangen des Portals geschraubt wurden. Bei diesen handelte es sich um zwei massive Aluminiumplatten mit einer Dicke von 15 mm und einer Breite und Höhe von 200 mm bzw. 539 mm, die ich bei B&T gekauft habe. Hier zeigt sich ein weiterer Vorteil akkurater Planung. Die Händler schneiden Platten oder Profile meist kostenfrei zu und das mit einer Präzision, die in der Hobbywerkstatt kaum zu erreichen ist. Daher ist es sehr ratsam, sich alle Teile gleich in der exakten Länge liefern zu lassen. Auch habe ich mich bei allen Händlern vorher erkundigt, welche Präzision sie beim Zuschinitt garantieren, und dann nur bei solchen gekauft, bei denen ich mit der Antwort zufrieden war. Die beiden Wangen wurden mit zwei weiteren Aluprofilen verstrebt, an welchen wiederum Linarführungen angeschraubt wurden. Diese hatten eine Länge von 550 mm. Dieses Maß war es, das von Anfang an die Breite der Konstruktion bestimmte. Die gesamte Fräse sollte eine Breite von ca. 60 cm haben und 55 cm war die dafür passende Länge für eine Führung, die auch bei cnc-discount.de verfügbar war. Da die beiden Linearführungen und Wagen jeweils 50 mm Höhe hatten und die langen Aluprofile 40 mm breit waren, ergab sich für die Querverstrebung zwischen den beiden langen Profilen die bereits erwähnte Länge von 370 mm. Dieses Vorgehen, zuerst zu schauen, was für Teile auf dem Markt verfügbar sind, und dann zu überlegen, wie diese so kombiniert werden können, dass das Ergebnis die Zielvorgaben am besten trifft, unterscheidet wohl am stärksten den Hobbyisten vom Profi, der im Zweifel die Maschinen hat, sich Teile individuell anzupassen. Ist Letzteres nicht möglich, ist eine gute Planung umso wichtiger, denn das Ändern eines Bauteils bedingt leicht zahlreiche andere Änderungen.
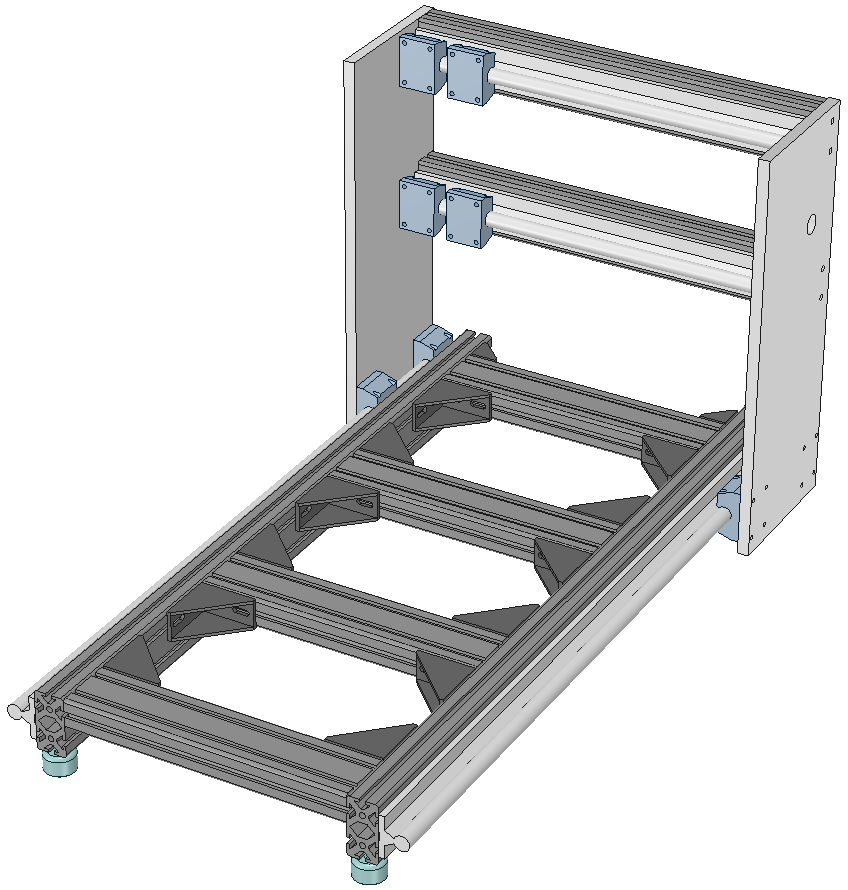
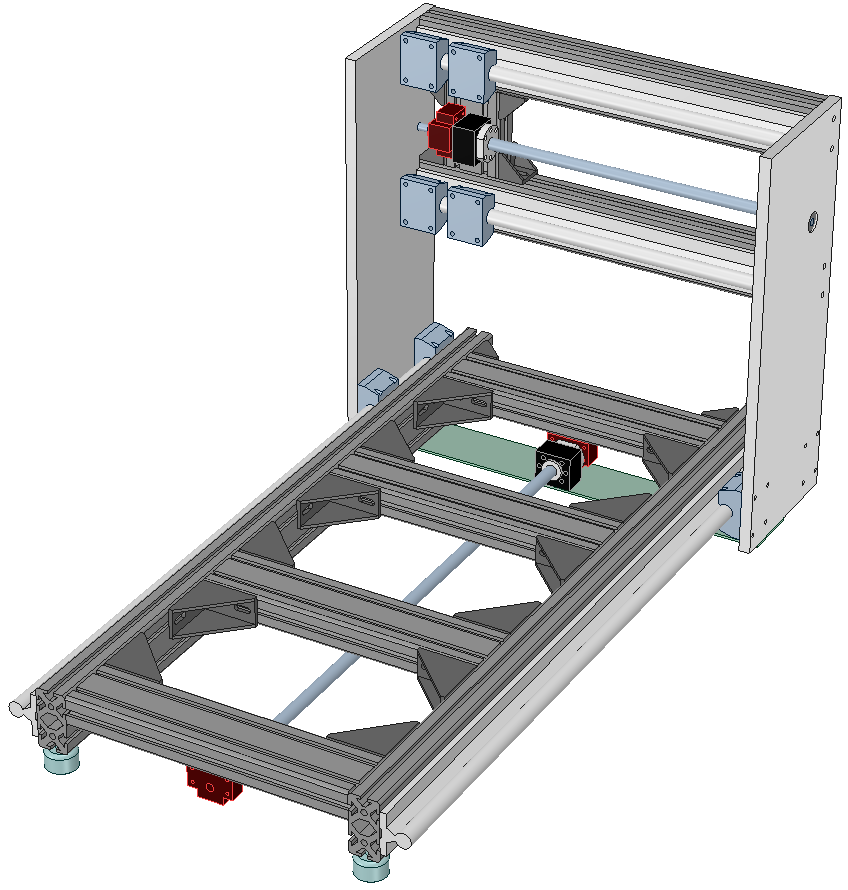
Bei den Antrieben für die X- und Y-Ache kamen Kugelumlaufspindeln zum Einsatz. Diese gelten als deutlich präziser als die ebenfalls gebräuchlichen Trapezgewindespindeln, sind allerdings auch deutlich teurer. Bei cnc-discount.de gab es praktische Sets, die Spindel, Spindelmutter sowie eine Fest- und eine Loslagereinheit fertig montiert enthielten, was die Planungen erleichterte. Für die Lange Y-Achse wurde eine 900 mm lange und für die X-Achse eine 550 mm lange Einheit gekauft. Die Lager und Muttern nahmen jeweils 110 mm in Anspruch, so dass die Spindeln einen theoretischen Verfahrbereich von 790 mm bzw. 440 mm hatten. Daher waren auch die Wangen des Portals 200 mm breit, weil dies fast die maximal mögliche Breite war, bei der der Verfahrbereich nicht zusätzlich eingeschränkt wurde. Um dem auftretenden Kippmoment bestmöglich zu widerstehen, wurden die beiden Linearwagen auf jeder Seite soweit auseinander wie möglich angebracht, also ganz an den Rändern der Wangen. Die Außenkanten der Wagen hatten also einen Abstand von 200 mm, was ihnen einen maximalen Verfahrweg von 800 mm auf der 1000 mm langen Führung ermöglichte. Das stimmte auf 10 mm genau mit dem Verfahrweg der langen Gewindespindel überein. Auch die Abmaße der Querachse am Portal wurden durch derartige Überlegungen bestimmt. Denn hier galt ebenso, dass die Lagerung des Z-Achsen-Schlittens umso stabiler wird, desto weiter die vier Führungswagen auseinanderlagen. Dies galt sowohl für die horizontale als auch für die vertikale Richtung. Die Länge der Führungen betrug wie bereits erwähnt 550 mm, aber je breiter der Wagen ist, desto weniger Freiraum steht ihm für Bewegungen zur Verfügung. Da nun die Spindel nur einen maximalen Verfahrbereich von 440 mm hatte, wurde die Breite des Schlittens auf 120 mm festgelegt, was einen theoretischen Verfahrweg von 430 mm ermöglicht. Hier spielte auch der Markt eine Rolle, da 120 mm bei B&T ein Standardmaß für Flachmaterial war und die in diesem Fall noch besser passenden 110 mm nicht. Der vertikale Abstand zwischen den Führungen wurde auf 200 mm festgelegt, was eine brauchbare Abwägung zwischen Verwindungssteifheit und Gesamthöhe des Portals war. Auch musste dazwischen natürlich Platz für die Antriebsspindel sein. Das Festlager der Spindel wurde an ein Aluminumprofil geschraubt, welches zwischen den Profilen angebracht war, welche die Wangen verbinden und die 550-mm-Führungen halten. Aus Gründen der Platzoptimierung wurde die mitgelieferte Loslagereinheit nicht verwendet, sondern ein Loch zur Aufnahme eines Kugellager direkt in die gegenüberliegende Wange gefräst. Hier kam mir sehr zugute, dass ich Zugriff auf eine Fräse hatte, die ich für den Bau meiner eigenen verwenden konnte. Sonst hätte ich vermutlich das Loslager aus dem Set außen an die Wange anschrauben müssen, wodurch die Fräse ca. 2 cm breiter geworden wäre. Es war allerdings mein erklärtes Ziel, die Fräse so klein wie möglich im Verhältnis zu ihrer Bearbeitungsfläche zu machen. Und dieses Ziel habe ich auch sehr erfolgreich erreicht. Bei einer Stellfläche von ca. 104 cm x 60 cm bietet die Fräse eine Bearbeitungsfläche von 79 cm x 43 cm, ein Verhältnis, dass nur wenige Fräsen erreichen. Der Grund dafür war, dass sie in mein Labor passen musste, welches eigentlich viel zu klein für eine große Werkzeugmaschine ist. Bei der langen Gewindespindel wurden beide Lager an die Aluprofile der Rahmenkonstruktion geschraubt. Zwischen den Wangen wurde unter der Maschine ein Querträger geschraubt, an welchem die Antriebsmutter befestigt wurde.
Die Z-Achse
 Auf die Führungswagen des Portals kam eine Platte, welche die Z-Achse trug. Da diese sehr flach werden sollte, um ein möglichst geringes Kippmoment zu erzeugen, wurden hier statt unterstützten Wellen zwei
Linearschienen als Führung eingesetzt. Linearschienen sind der Goldstandard, wenn es um Führungen bei Werkzeugmaschinen geht. Sie gelten als präziser als Wellenführungen und haben dabei kleinere Abmaße.
Der Nachteil ist natürlich der Preis und so haben die beiden 300 mm Schienen mit jeweils zwei Wagen ein Viertel mehr gekostet als die beiden 1-m-Wellenführungen mit deren Wagen. Dafür hatten sie nur eine
Bauhöhe von 28 mm. Das war so wenig, dass ich beim Antrieb der Achse nicht auf ein Fertigmodul zurückgreifen konnte, sondern etwas eigenes konstruieren musste. Für den Antrieb wurde eine
Trapezgewindestange mit einem Durchmesser von 12 mm und einer 3-mm-Steigung verwendet, die eine quadratische Mutter aus Rotguss mit 25 mm Kantenlänge antreibt. Beides habe ich bei cncshop.at gekauft. Trapezgewindespindeln haben im Gegensatz zu Kugelumlaufspindeln eine Selbsthemmung, was bei der vertikalen Z-Achse ausdrücklich erwünscht war. Selbsthemmung bedeutet,
dass sich die Antriebsmutter zwar durch Drehen der Spindel bewegen lässt, nicht aber eine Kraft auf die Mutter zu einer Drehung der Spindel führt und somit ebenfalls zu einer Bewegung der Mutter.
Wäre dies möglich, würde die Z-Achse immer auf das Maschinenbett fallen, wenn der Antriebsmotor sie nicht aktiv festhält. Grund für die Selbsthemmung ist allerdings schlicht die erheblich höhere Reibung von
Trapezgewindespindeln im Vergleich zu Kugelumlaufspindeln. Allerings waren die Kugelumlaufspindeln, die ich für die X- und die Y-Achse gekauft hatte, auch derart fest eingestellt, dass sie selbsthemmend waren.
Eine solch straffe Einstellung erhöht zwar auch den Verschleiß, da die Fräse aber nicht wie in der Industrie rund um die Uhr laufen wird, dauert es womöglich Jahrzehnte, bis dieser Verschleiß sich bemerkber macht.
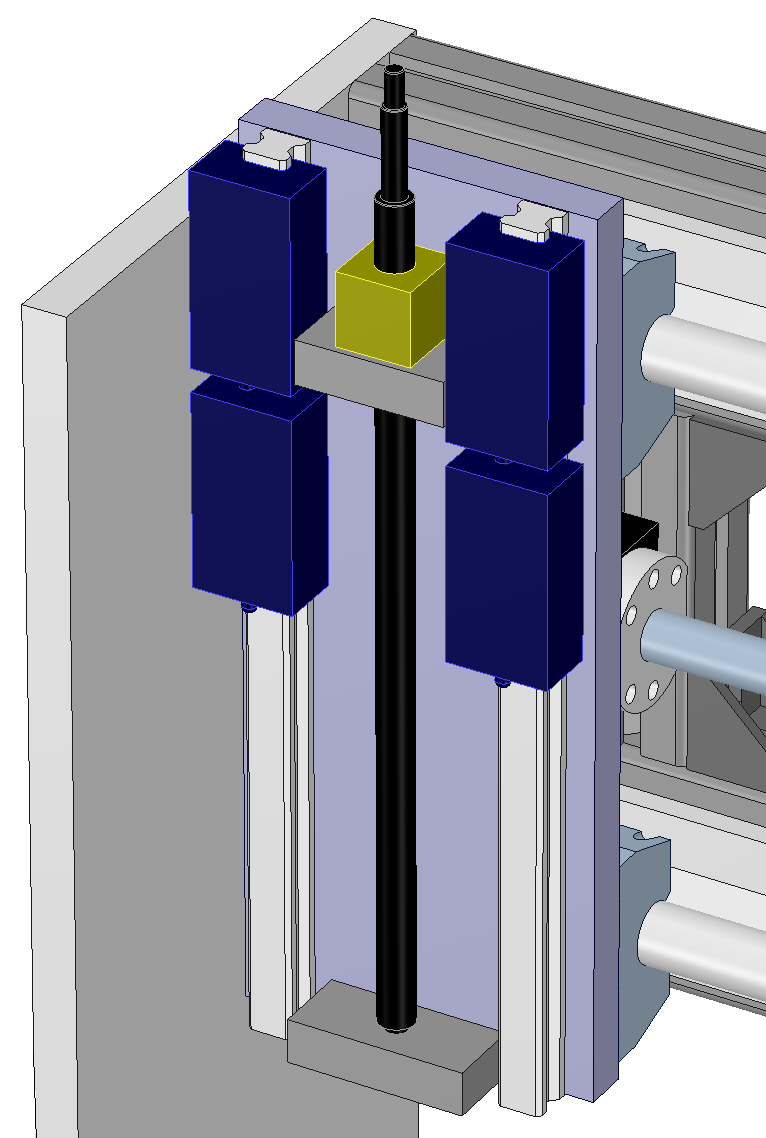
Die Lagerung der Trapezspindel erfolgte natürlich wieder über ein Fest- und ein Loslager, welche diesmal selbst konstruiert wurden. Das Loslager befindet sich unten und ist lediglich ein Klotz Aluminium,
in den ein Kugellager eingelassen wurde. Das Festlager ist in einer Platte, welche auf die Trägerplatte der Z-Achse geschraubt wurde und gleichzeitig auch den Motor der Z-Achse hält. Hierfür wurden zwei
Taschen in die Platte gefräst, in die jeweils ein Kugellager gepresst wurde. Die Trapezgewindespindel wurde auf einer Drehbank an beiden Seiten auf den Innendurchmesser der Lager abgedreht, so dass sie sich in
die Lager schieben ließ. Auf Seite des Festlagers wurde zudem ein Stück so weit abgedreht, dass sich ein M8-Außengewinde hineinschneiden ließ. Auf dieses konnte dann eine Mutter aufgeschraubt werden, mit der
die Achse und die beiden Kugellager gegeneinander verspannt werden konnten. Hierfür mussten natürlich Schrägkugellager eingesetzt werden, die anders als die üblichen Rillenkugellager auch axiale Kräfte aufnhemen können.
In die Mutter wurde seitlich ein kleines Loch gebohrt und ein M3-Gewinde hineingeschnitten. In dieses wurde eine Madenschraube eingedreht, die verhindert,dass sich die Mutter mit der Zeit lösen kann.
Das letzte Stück der Spindel wurde so abgedreht, dass sich darauf ein Zahnrad für den Antrieb befestigen ließ. Zuletzt wurde an die Führungen und die Antriebsmutter die Trägerplatte für die
Halterung des Fräsmotors geschraubt.
Auf die Führungswagen des Portals kam eine Platte, welche die Z-Achse trug. Da diese sehr flach werden sollte, um ein möglichst geringes Kippmoment zu erzeugen, wurden hier statt unterstützten Wellen zwei
Linearschienen als Führung eingesetzt. Linearschienen sind der Goldstandard, wenn es um Führungen bei Werkzeugmaschinen geht. Sie gelten als präziser als Wellenführungen und haben dabei kleinere Abmaße.
Der Nachteil ist natürlich der Preis und so haben die beiden 300 mm Schienen mit jeweils zwei Wagen ein Viertel mehr gekostet als die beiden 1-m-Wellenführungen mit deren Wagen. Dafür hatten sie nur eine
Bauhöhe von 28 mm. Das war so wenig, dass ich beim Antrieb der Achse nicht auf ein Fertigmodul zurückgreifen konnte, sondern etwas eigenes konstruieren musste. Für den Antrieb wurde eine
Trapezgewindestange mit einem Durchmesser von 12 mm und einer 3-mm-Steigung verwendet, die eine quadratische Mutter aus Rotguss mit 25 mm Kantenlänge antreibt. Beides habe ich bei cncshop.at gekauft. Trapezgewindespindeln haben im Gegensatz zu Kugelumlaufspindeln eine Selbsthemmung, was bei der vertikalen Z-Achse ausdrücklich erwünscht war. Selbsthemmung bedeutet,
dass sich die Antriebsmutter zwar durch Drehen der Spindel bewegen lässt, nicht aber eine Kraft auf die Mutter zu einer Drehung der Spindel führt und somit ebenfalls zu einer Bewegung der Mutter.
Wäre dies möglich, würde die Z-Achse immer auf das Maschinenbett fallen, wenn der Antriebsmotor sie nicht aktiv festhält. Grund für die Selbsthemmung ist allerdings schlicht die erheblich höhere Reibung von
Trapezgewindespindeln im Vergleich zu Kugelumlaufspindeln. Allerings waren die Kugelumlaufspindeln, die ich für die X- und die Y-Achse gekauft hatte, auch derart fest eingestellt, dass sie selbsthemmend waren.
Eine solch straffe Einstellung erhöht zwar auch den Verschleiß, da die Fräse aber nicht wie in der Industrie rund um die Uhr laufen wird, dauert es womöglich Jahrzehnte, bis dieser Verschleiß sich bemerkber macht.
Die Lagerung der Trapezspindel erfolgte natürlich wieder über ein Fest- und ein Loslager, welche diesmal selbst konstruiert wurden. Das Loslager befindet sich unten und ist lediglich ein Klotz Aluminium,
in den ein Kugellager eingelassen wurde. Das Festlager ist in einer Platte, welche auf die Trägerplatte der Z-Achse geschraubt wurde und gleichzeitig auch den Motor der Z-Achse hält. Hierfür wurden zwei
Taschen in die Platte gefräst, in die jeweils ein Kugellager gepresst wurde. Die Trapezgewindespindel wurde auf einer Drehbank an beiden Seiten auf den Innendurchmesser der Lager abgedreht, so dass sie sich in
die Lager schieben ließ. Auf Seite des Festlagers wurde zudem ein Stück so weit abgedreht, dass sich ein M8-Außengewinde hineinschneiden ließ. Auf dieses konnte dann eine Mutter aufgeschraubt werden, mit der
die Achse und die beiden Kugellager gegeneinander verspannt werden konnten. Hierfür mussten natürlich Schrägkugellager eingesetzt werden, die anders als die üblichen Rillenkugellager auch axiale Kräfte aufnhemen können.
In die Mutter wurde seitlich ein kleines Loch gebohrt und ein M3-Gewinde hineingeschnitten. In dieses wurde eine Madenschraube eingedreht, die verhindert,dass sich die Mutter mit der Zeit lösen kann.
Das letzte Stück der Spindel wurde so abgedreht, dass sich darauf ein Zahnrad für den Antrieb befestigen ließ. Zuletzt wurde an die Führungen und die Antriebsmutter die Trägerplatte für die
Halterung des Fräsmotors geschraubt.
Befestigung der Motoren
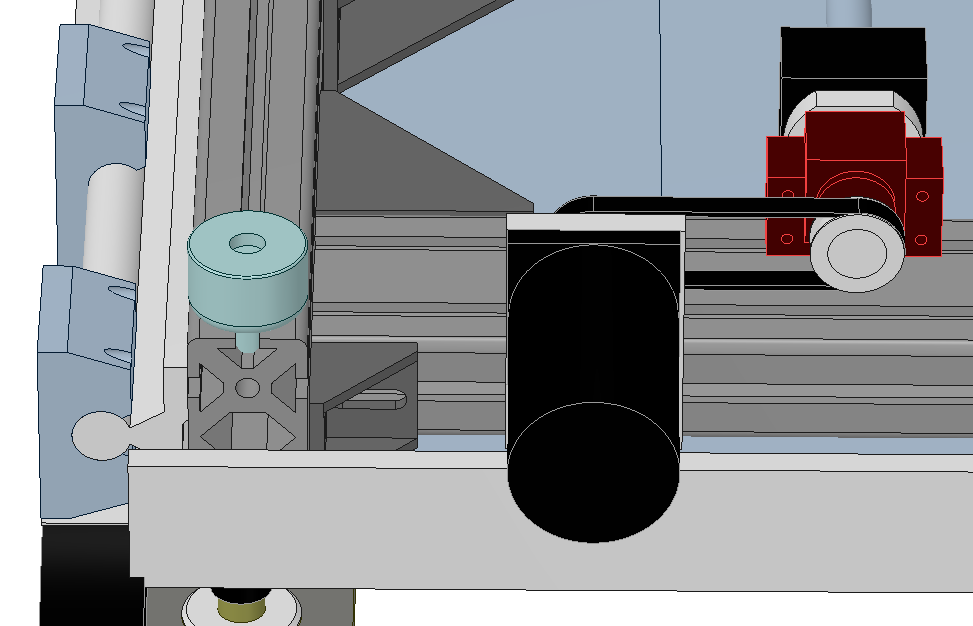
Um die Maschine kompakt zu halten, wurden die Motoren nicht in einer Flucht mit den Antriebsspindeln angebracht und an diesen mit Wellenkupplungen befestigt, sondern sie wurden versetzt zu den Achsen angebracht und mit diesen über Zahnriemen verbunden. Dabei musste dafür gesorgt werden, dass die Zahnriemen sich spannen ließen, um kein Spiel in den Antrieb zu bekommen. Bei der X- und der Y-Achse ließ sich dies durch Verschieben der Motoren erreichen, die in den Nuten der Aluprofile befestigt waren. Bei der Z-Achse war der Motor jedoch fix mit der Platte verbunden, die auch das Lager für die Antriebsspindel enthielt. Daher wurde eine Konstruktion entworfen, bei der der Riemen über verschiebbare Kugellager geführt und so unter Spannung gehalten wurde. Dies war ein Teil der Fräse, der nicht bereits am CAD-Programm geplant wurde, weshalb er auch nicht auf den Bildern zu sehen ist.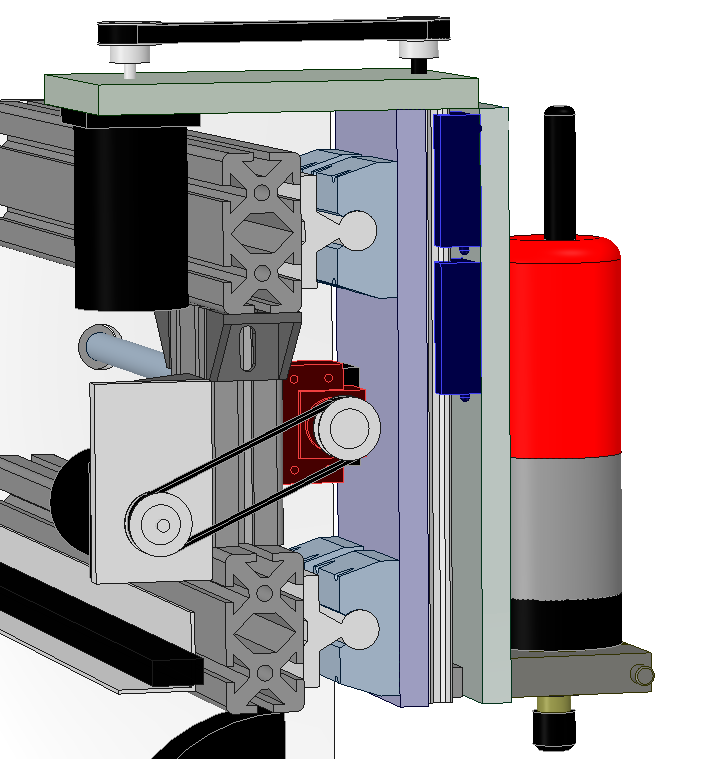
Arbeitsplatte und Kabelführungen
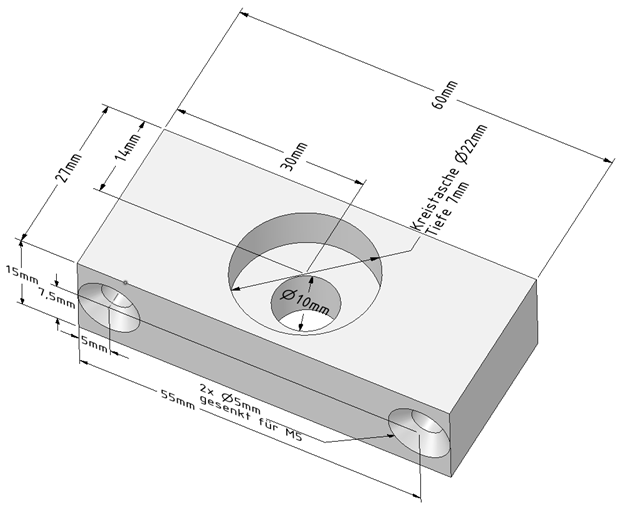
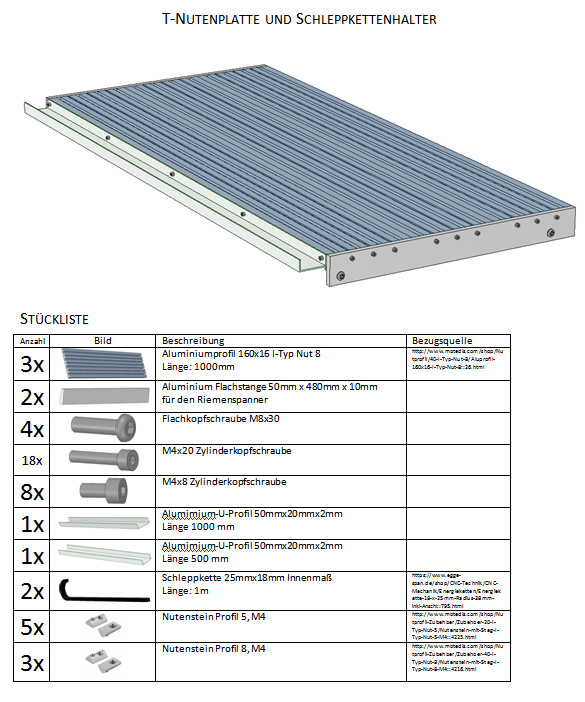
Nachdem alle relevanten Teile der Fräse fertig waren, ging es an den Feinschliff. Die Fräse sollte eine solide Arbeitsplatte bekommen, auf der man leicht Werkstücke aufspannen konnte. Hierfür werden üblicherweise T-Nutenplatten verwendet, jedoch sind diese recht teuer. Eine Platte mit den Abmaßen des Tisches war nicht unter 200 - 300 Euro zu finden. Allerdings fanden sich bei motedis.com 160 mm x 16 mm Aluprofile mit denselben 8-mm-Nuten, wie sie auch die Profile des Rahmens hatten. Diese kosteten nur ca. 25 € pro Meter (netto). Also wurden 3 ein Meter lange Stücke dieses Profils an den Seiten miteinander verbunden und somit eine Nutenplatte mit 100 cm x 48 cm Fläche geschaffen. Zum Verbinden wurden Nutensteine in die seitlichen Nuten der Profile getrieben und Aluminiumplatten an die beiden Enden der Platte geschraubt. Diese Platten wurden dann wiederum fest mit dem Rahmen der Maschine verschraubt. Für die Kabelführung wurden zwei Schleppketten eingesetzt, die auf Aluminumprofilen zu liegen kamen, welche an den Rahmen bzw. die Nutenplatte angeschraubt wurden. Um Platz zu sparen, wurde die lange Schleppkette nicht wie oft üblich neben der Maschine platziert, sondern zwischen den beiden Wangen, allerdings in einem Bereich, der ohnehin nicht in Reichweite des Werkzeugs war. Der Aluwinkel, der die Schleppkette hält, ist zudem noch ein guter Staubschutz für die Führungswelle. Auf der anderen Seite der Nutenplatte wurde daher ein weiterer Winkel befestigt, der nur die Aufgabe hat, die Führung dieser Seite vor Staub zu schützen.
Zusammenbau
Die gründliche Planung zahlte sich beim Zusammenbau voll aus. Alle größeren Teile wurden an einem Tag bestellt und ich musste bei keinem Lieferanten ein zweites Mal bestellen, weil etwas gefehlt hat. Das klingt nicht wirklich beeindruckend, ist bei einem solchen Projekt aber auch nicht selbstverständlich. Die Konstruktion selbst ging auch relativ reibungslos. Die wichtigsten Werkzeuge waren dabei ein Höhenreißer mitsamt Anreißplatte und eine solide Standbohrmaschine. Bei Letzterer hatte ich das Glück, Zugriff auf eine große Industriemaschine zu haben, mit der über 100 Löcher verschiedenster Größen gebohrt wurden. Ebenfalls zum Einsatz kamen eine Drehbank zur Bearbeitung der Trapezgewindespindel und eine CNC-Fräse zum fräsen der Taschen für die Kugellager. Auch wurden im Laufe des Projekts ungefähr 60 Gewinde von Hand geschnitten und fast doppelt so viele Nutensteine verbaut. Da ich, während ich an einem Projekt arbeite, nicht dauernd fotografiere, habe ich leider nicht von allen Zwischenstufen Bilder.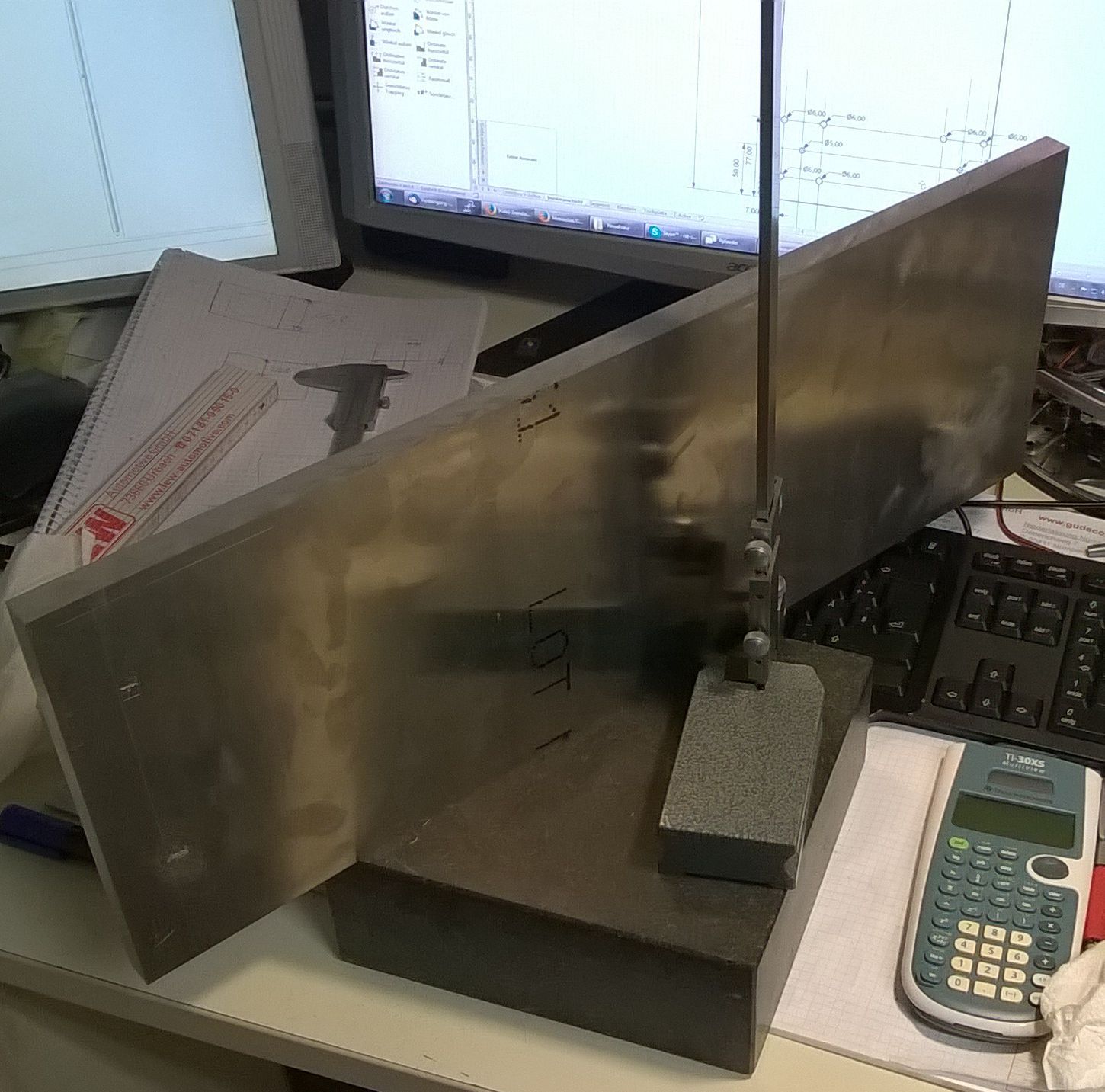
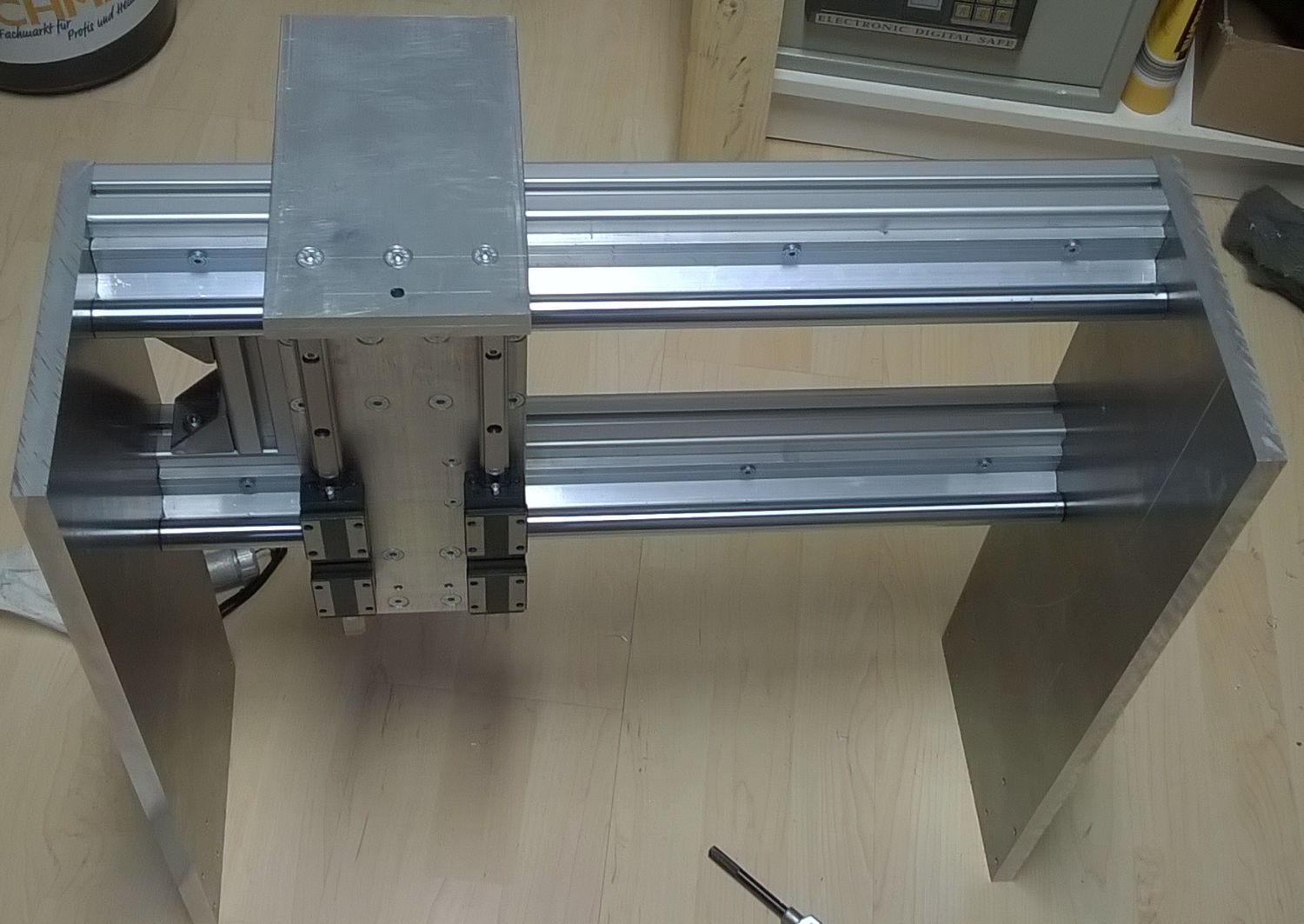 Anreißen einer Wange, Portal ohne Antrieb mit Teilen der Z-Achse
Anreißen einer Wange, Portal ohne Antrieb mit Teilen der Z-Achse

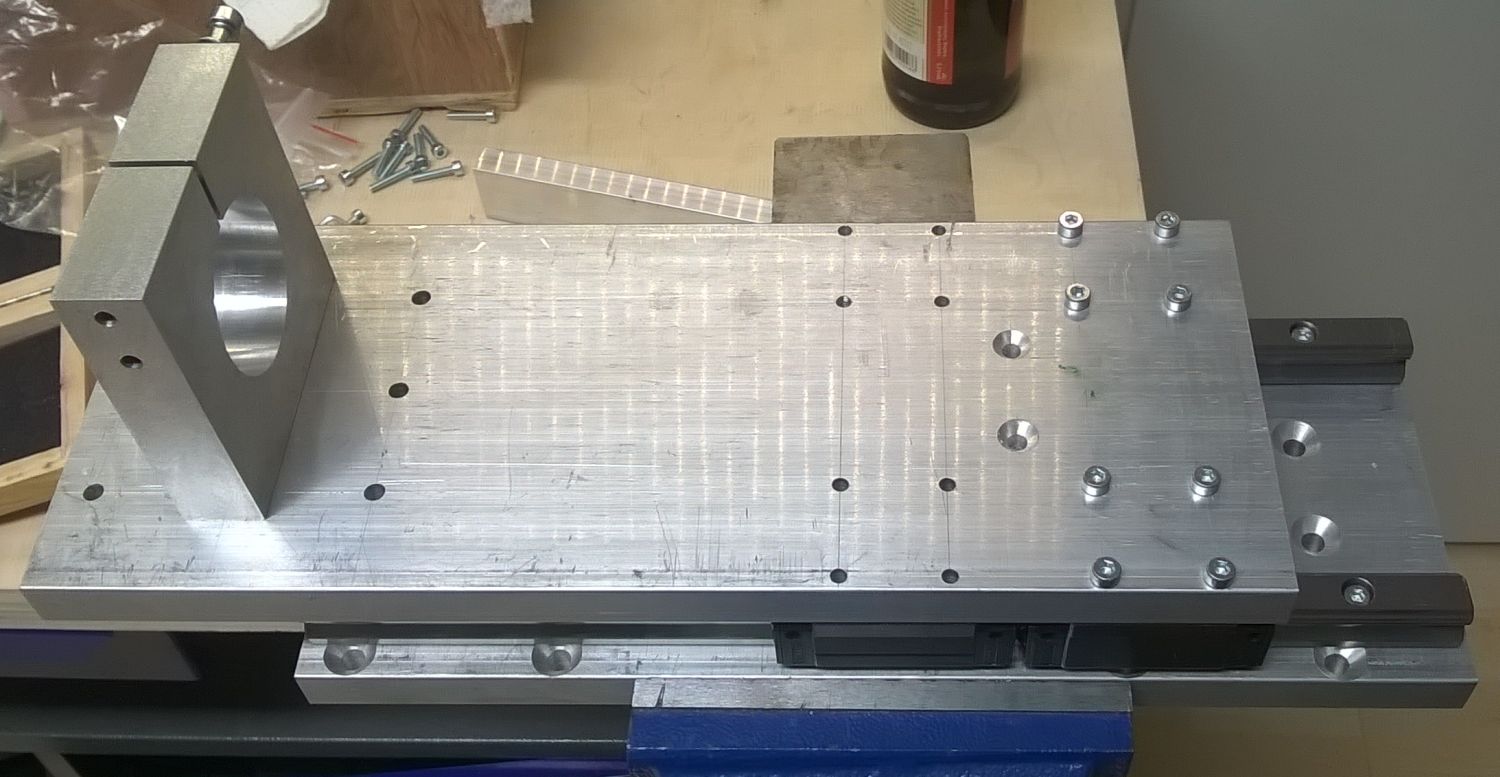 Vorderplatte der Z-Achse mit Linearwagen und Antriebsmutter, Montage der Vorderplatte an die Z-Achse
Vorderplatte der Z-Achse mit Linearwagen und Antriebsmutter, Montage der Vorderplatte an die Z-Achse
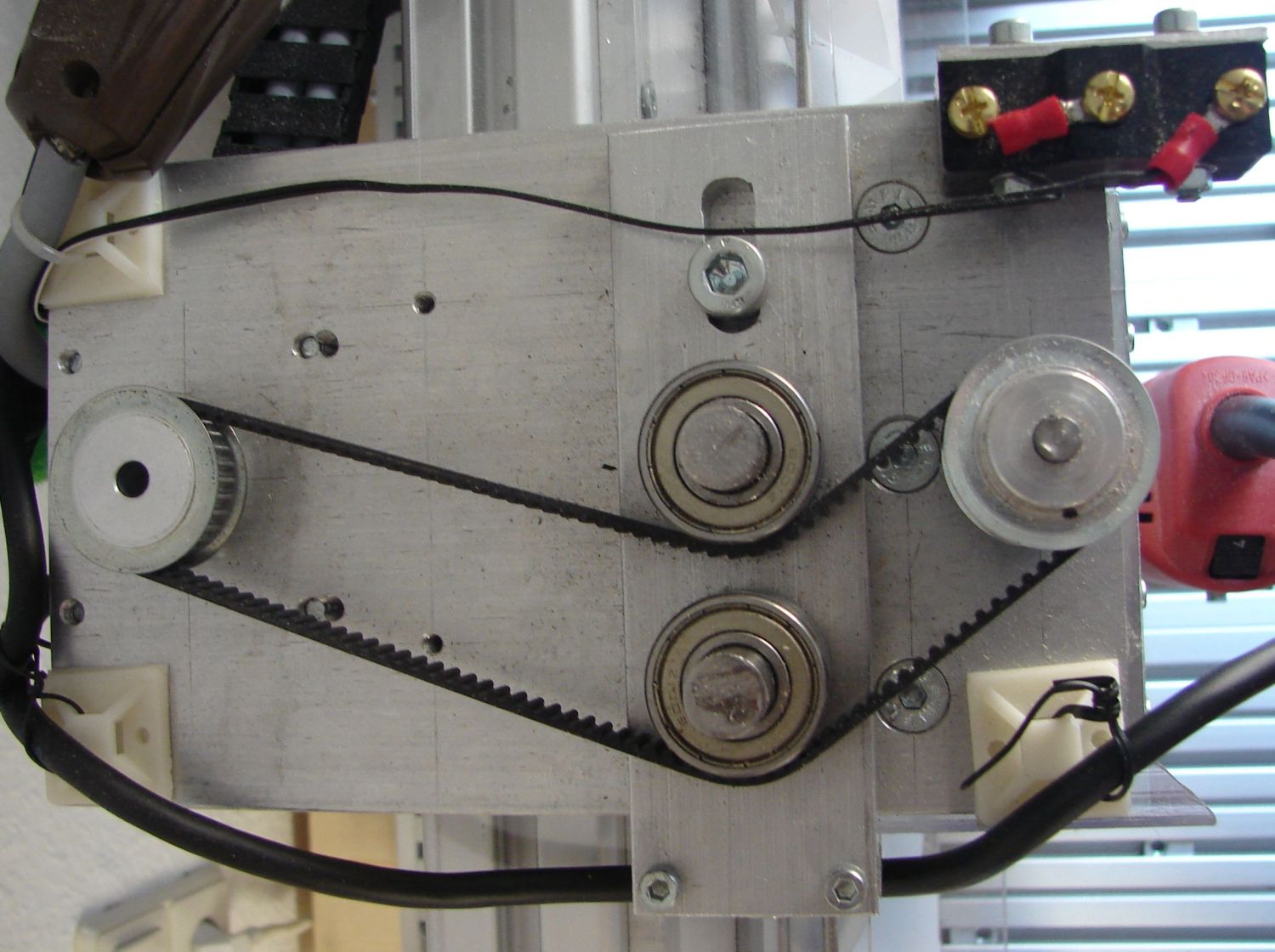
 Riemenspanner der Z-Achse, Maschinenbett im Bau
Riemenspanner der Z-Achse, Maschinenbett im Bau
Staubschutz
Im Betrieb zeigte sich, dass sich vor allem beim Fräsen von Holz viel Staub auf den Führungen und Spindeln absetzte. Besonders die präziseren Kugelumlaufspindeln sollten jedoch staubfrei gehalten werden. Daher wurde ein Staubschutz konstruiert, der alle empfindlichen Teile so gut es ging abdeckte. Überall, wo keine beweglichen Teile waren, wurde dafür 2 mm dünnes Polystyrol-Glas verwendet, um die Sicht auf die Mechanik nicht zu versperren. Die Fräse selbst konnte dabei gute Dienste leisten und individuell angepasste Stücke herstellen. Das einzige Problem stellte die Vorderseite des Portals dar, da hier natürlich die Z-Achse hin- und herfuhr. Die Lösung war ein individuell angepasster Faltenbalg auf beiden Seiten der Z-Achse. Dafür wurden auf beiden Seiten des Portals zwei Löcher in die Wangen gebohrt, durch die 2 Metallstäbe geschoben wurden. Als Faltenbalg diente ein halbtransparentes Bastelpapier, das ein wenig an Backpapier erinnerte. Dieses wurde mit Hilfe eines Stahllineals im Zickzack gefaltet, wobei jede Faltkante durch Überstreichen mit einer Plastikkarte klar definiert wurde. Dann wurde oben und unten ein Loch durch den Faltenbalg gestanzt und dieser auf die beiden Metallstangen gefädelt. Die beiden Faltenbalge wurden dann mit doppelseitigem Klebeband jeweils an der Wange des Portals und dem Schlitten der Z-Achse befestigt. An der Z-Achse wurde zudem die dort angebrachte Schutzabdeckung über den Balg geschraubt, was diesen zusätzlich fixiert. Da die Balge lang genug sind, werden sie nie unter starke Spannung versetzt, und das Doppelseitige Klebeband an den Wangen reicht aus, um sie zu dort zu fixieren. Ein Vorteil des Papiers ist, dass es sehr dünn ist und somit die Bewegungsfreiheit der Fräse kaum einschränkt. Komprimiert hat jeder der Balge nur eine Dicke von weniger als 5 mm, so dass der gesamte Staubschutz den maximalen Verfahrweg in X-Richtung um gerade einmal einen Zentimeter verkürzt.
Kosten
Für alle, die selbst mit dem Gedanken spielen, eine Fräse zu bauen ist natürlich die Frage wichtig, was das Ganze nun letztendlich gekostet hat. Hier einmal die Kosten für die Mechanik, wie sie in diesem Artikel beschrieben ist:- Aluminiumprofile 40 x 80 mm (3,22 m schwer + 1,48 m leicht) inkl. Zuschnitt und Gewindeschneiden: ca. 158 €
- Aluminiumprofile für Arbeitsplate, Nutensteine + Winkel für Profile: 173 €
- Aluminiumplatten für Wangen, Z-Achse, etc.: 140 €
- Aluminiumflachstangen für Arbeitsplatte: ca. 13 €
- Führungen + Wagen für alle Achsen, Gewindespindeln + Muttern für X- und Y-Achse: ca. 630 €
- Trapezspindel + Mutter für Z-Achse: 28 €
- Kugellager: 12 €
- Schrauben: 10 €
- große Schleppkette: 21 €
- Schleppkettenkabel 10 m, 4-adrig, 1 mm² + 5 m, 3-adrig, 1 mm²: ca. 25 €
- Aluwinkel zum Halten der Schleppketten: 5 €
- Endschalter: 34 €
- Zahnriemenräder: 35 €
- Zahnriemen: 30 €
- Versandkosten: 91 € Gesamt: 1405 €
 Hinzu kommen einige Teile, die ich von meiner alten Fräse wiederverwenden konnte, wie den Spindelhalter und die
kleine Schleppkette, so dass man insgesamt von einem Preis von 1500 € ausgehen kann. Dazu braucht man natürlich noch einen Fräsmotor und Fräser, die ich auch schon für meine alte Fräse gekauft hatte. Mein Fräsmotor ist
ein Kress 800 FME, der ca. 150 € kostet. Ungefähr eben soviel habe ich in Fräser und Bohrer investiert, wofür ich aber auch ein anständiges Sortiment verschiedener Typen und Dicken erhalten habe.
Die Elektronik, die ich in einem anderen Artikel beschreibe und zu der auch die Motoren gehören, kostete zudem insgesamt ca. 250 - 300 €. Wie man sieht, muss man
schon einiges Geld in die Hand nehmen, um eine derartige Fräse zu bauen, wenn man jedoch bedenkt, dass man zusätzlich hunderte von Arbeitsstunden investieren muss, relativieren sich die Kosten in gewisser Weise.
Denn wenn man am Material spart, dann braucht man zwar genau so viel Zeit, hat jedoch am Ende kein befriedigendes Ergebnis. Den Kaufpreis einer neuen Fräse mit den Eigenschaften der
hier gebauten schätze ich auf 3000 - 5000 €.
Hinzu kommen einige Teile, die ich von meiner alten Fräse wiederverwenden konnte, wie den Spindelhalter und die
kleine Schleppkette, so dass man insgesamt von einem Preis von 1500 € ausgehen kann. Dazu braucht man natürlich noch einen Fräsmotor und Fräser, die ich auch schon für meine alte Fräse gekauft hatte. Mein Fräsmotor ist
ein Kress 800 FME, der ca. 150 € kostet. Ungefähr eben soviel habe ich in Fräser und Bohrer investiert, wofür ich aber auch ein anständiges Sortiment verschiedener Typen und Dicken erhalten habe.
Die Elektronik, die ich in einem anderen Artikel beschreibe und zu der auch die Motoren gehören, kostete zudem insgesamt ca. 250 - 300 €. Wie man sieht, muss man
schon einiges Geld in die Hand nehmen, um eine derartige Fräse zu bauen, wenn man jedoch bedenkt, dass man zusätzlich hunderte von Arbeitsstunden investieren muss, relativieren sich die Kosten in gewisser Weise.
Denn wenn man am Material spart, dann braucht man zwar genau so viel Zeit, hat jedoch am Ende kein befriedigendes Ergebnis. Den Kaufpreis einer neuen Fräse mit den Eigenschaften der
hier gebauten schätze ich auf 3000 - 5000 €.

Rückblick
Das Projekt verlief im Nachhinein betrachtet zur vollen Zufriedenheit. Die Planungen haben sich als richtig herausgestellt und die fertige Fräse erfüllt alle Erwartungen. Sie ist schnell und präzise und auch in der Lage, Aluminium zu bearbeiten und dabei einwandfreie Schnittkanten zu erzeugen. Das Projekt ist eines der größten, die ich je durchgeführt habe, und kann in puncto Umfang und Komplexität mit meiner Masterarbeit konkurrieren, an der ich fast 9 Monate gearbeitet habe. Gerade die Größe des Projekts, die geeignet ist, die Grenzen der eigenen Fähigkeiten auszuloten, erzeugte jedoch einen besonderen Reiz. Das Gefühl, das man hat, wenn man eine große Summe Geld für nichts als Bauteile ausgibt, in der Hoffnung diese eigenhändig zu etwas Sinnvollem zusammenfügen zu können, ist schwer zu beschreiben. Das Gefühl, welches sich einstellt, wenn es einem gelungen ist, kann sich hingegen jeder vorstellen. Die ersten Teile, die die Fräse herstellte, waren Zubehörteile für die Fräse selbst, welche in einem anderen Artikel beschrieben werden.
Pläne der Fräse verfügbar
Ich wurde mehrfach nach Plänen meiner Fräse gefragt und kann diese inzwischen anbieten. Ich habe sie zu diesem Zweck komplett überarbeitet und alle Änderungen, die ich nachträglich an der Fräse vorgenommen habe, eingepflegt. Das CAD-Modell ist nun bis auf die einzelnen Schrauben ein detailliertes Abbild der Fräse. Teil der 33 Seitigen Anleitung ist eine Stückliste, die jede Schraube enthält, sowie Links zu den Spezialteilen wie Führungen und Profile. Von jedem individuellen Teil gibt es eine technische Zeichnung mit Bemaßung und zudem eine Aufbauanleitung die auch Tipps zur Bearbeitung und zum Kauf der Teile enthält sowie optionale Modifikationen vorschlägt.

Die komplette Anleitung biete ich hier für einen Preis von 20€ an, wobei ich auch die originalen CAD-Daten im *.rsdoc-Format mitliefere. Auf Wunsch kann ich letztere auch in die Formate *.skp (SketchUp) und *.obj konvertieren.Wer Interesse daran hat, kann mir eine Email schreiben. Bezahlung wäre per Überweisung oder PayPal möglich.